Our Location
1) Welder brand: Lincoln electric
2) Weldings: resistance welding
3) Tools: resistance welder
4) Materials: Steel
Resistance welding is a standard welding technology in the manufacturing industry that is used to join metal sheets and components. The process involves conducting a strong current through the metal combination to heat and melt the metals at predetermined points defined by the electrode or workpiece design. To confine the contact area at the interfaces, a force is applied before, during, and after the current application, and in some applications, to forge the workpieces.
There are several variants of resistance welding, depending on the shape of the workpieces and the form of the electrodes. Among the most commonly used are projection welding, spot welding, seam welding, and butt welding.
Projection welding is a process for joining metal components or sheets with embossments by directly applying opposing forces with electrodes designed to fit the shapes of the workpieces. The natural shape of the workpiece or specially designed projection localizes the current and heat generation. Large deformation or collapse will occur in the projection part of the workpieces, implying high process dynamics. Projection welding is widely used in electrical, electronics, automotive, and construction industries and for manufacturing sensors, valves, and pumps.
Spot welding is a process for joining metal sheets by directly applying opposing forces with pointed electrode tips. The electrode tip contact area typically defines the weld nugget size. It is the predominant joining process in the automotive industry for assembling automobile bodies and large components. It is also widely used for manufacturing furniture and domestic equipment.
Seam welding is a resistance welding process for joining metal sheets in continuous, often leak-tight, seam joints by directly applying opposing forces with electrodes consisting of rotary wheels. The peripheral shapes of the electrode wheels concentrate the current and heat generation. Seam welding is mostly applied in manufacturing radiators, containers, and heaters.
Butt welding is a resistance welding process for joining thick metal plates or bars at the ends by directly applying opposing forces with electrodes clamping the workpieces. A forging operation is applied after the workpieces are heated up. Often, no melt occurs; thus, a solid-state weld can be obtained. Butt welding is applied in manufacturing wheels, joints, and others.
Single-sided welding is a unique process involving only one electrode to access the weld zone from a single side. Generally, a low weld force is used, which restricts the single-sided spot welding to thin sheet joining. However, it is helpful in welding components where electrode access is limited from both sides.
Resistance weld bonding is a joining process that combines adhesive bonding and resistance welding. In this process, the adhesive is applied to the surfaces of the sheets that are to be welded. Then, a weld nugget is formed through the sheets, after which the bond is cured. This results in a joint with good strength from the spot welding and good stiffness from the adhesive bonding.
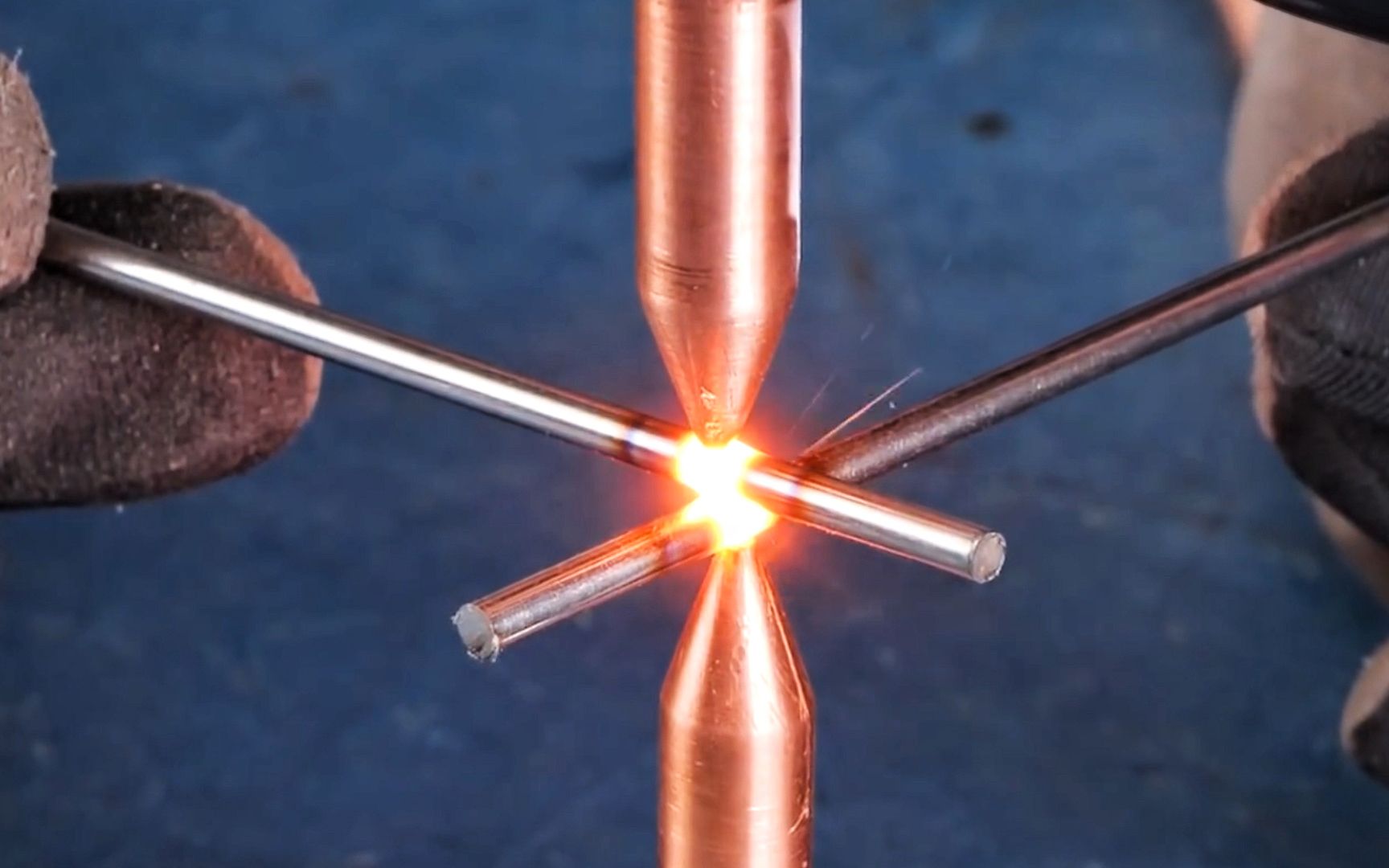
Crosswire welding is a resistance welding process for joining bars or wires in cross joints by directly applying opposing forces with usually flat electrodes. The heat generation and current are localized at the contact points of the crossed bars or wires. Crosswire welding is widely used in the electrical industry to manufacture different sheet metal products.
Indirect spot welding is a special resistance welding process where a single spot weld is made with one electrode directly connecting to the weld zone. In contrast, the other electrode is offset at a distance but still conducts the current along the workpiece.
Micro resistance welding refers to resistance welding processes for joining micro or miniaturized components, which in principle can be any of the processes mentioned above but on a micro-scale.
Series spot welding is a special resistance welding process where two spot welds are made simultaneously with two electrodes offset at a distance but still conducting the current along the workpieces between the two welds.

Resistance welding is based on the Joule heating law, where the amount of heat generated (Q) depends on three factors:
Although the principle appears simple, many parameters can impact the results of resistance welding. Researchers have identified over 100 factors that can influence the process. To better understand resistance welding technology, we have conducted numerous experiments and identified the eight most influential parameters:
The heat generated is proportional to the welding time. However, a minimum welding current and time are required to produce a weld due to heat transfer from the weld zone to the base metals and electrodes and heat loss from free surfaces to the surroundings. If the welding time is too short, it will not produce a weld, but if it is too long, it can result in expulsion or electrode sticking.
Welding current is important in resistance welding. It generates heat proportionate to its strength. Increasing current size results in a larger weld nugget, but excessive current can damage electrodes. Available welding currents are :
1) single-phase AC
2) three-phase DC
3) capacitor discharge
4) middle-frequency inverter DC.
Welding engineers must determine the optimal current and time for each application.
The welding force affects the resistance of the welding process by impacting contact resistance and the contact area due to material deformation. Workpieces must be compressed with a certain force at the weld zone to allow current to pass through. If the welding force is too low, expulsion may occur immediately after starting the welding current. If it is too high, the contact area will be large, resulting in a low current density and low contact resistance, which can reduce heat generation and the dimensions of the weld nugget.
The electrode’s shape can impact the weld nugget’s size and shape. For example, a pointed electrode can create a smaller and deeper weld nugget, while a flat electrode can create a larger and shallower one.
The material used for the electrode can also impact the welding process. For example, copper electrodes can provide better heat transfer, while tungsten can withstand higher temperatures.
The material used for the workpiece can impact welding results, with different materials requiring different welding parameters.
The welding atmosphere can impact the welding process. For example, oxygen can lead to oxidation and reduced weld strength.
The surface condition of the workpiece can impact welding results. For example, a rusty surface can increase resistance and reduce current density, leading to a smaller weld nugget.





