Our Location


Whether CNC machined or sheet metal fabricated, aluminum parts can be anodized. The electrochemical reactions involved in the process may seem complex, but the process is simple and cost-effective. Anodization is a widely used option in various industries.
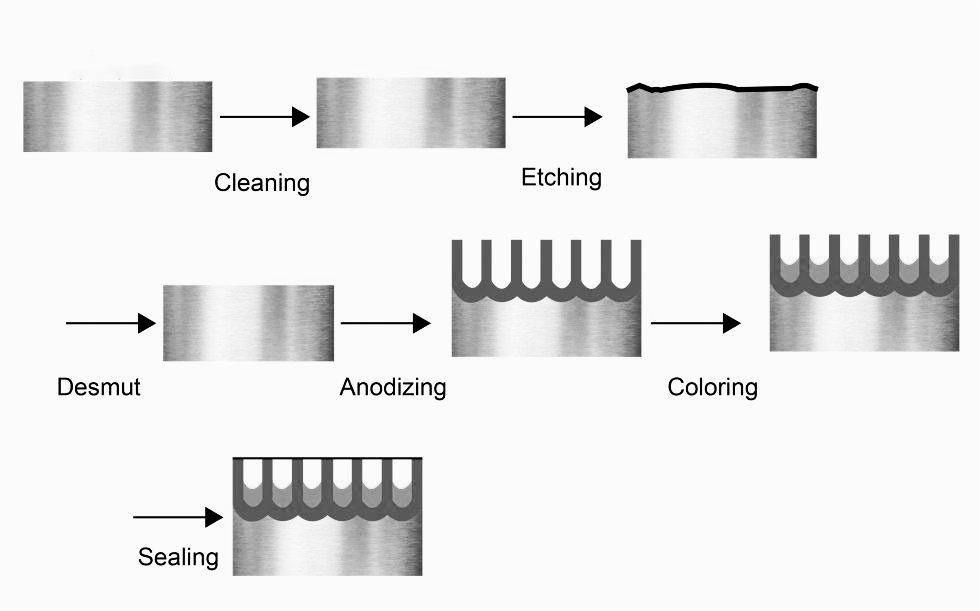
The main anodizing process steps as belows:
Cleaning the aluminum part before anodization is crucial to remove any impurities hindering the process.
Before treatment, etching and brightening are necessary steps.
Aluminum is dipped in an acid electrolyte solution. An electrical current passed through it. A piece of aluminum is placed in an anodizing tank with a cathode. The electrolyte solution releases oxygen ions that combine with the aluminum atoms, creating a protective layer. Essentially, anodizing is a process of carefully controlled oxidation, which enhances a natural phenomenon.
Four coloring methods exist for anodic film: Electrolytic Coloring, Integral Coloring, Organic Dyeing, and Interference Coloring. After the anodic film is colored, it seals, closes the pores, and provides staining resistance.