Our Location
Part Name: Steel Forging Parts
Brand Name: Enze
Process: Hot forging
Material: Steel Q345
Surface Treatment: Sandblasting
Application: Automobile, agricultural machinery, furniture, home appliances, electronics, elevator
Quality control: ISO Certificate
Drawing format: PDF. IGES, STEP, AutoCAD, Solidworks, STL, PTC Creo, DWG, PDF.
Deep Processing: CNC Machining, Cutting, Punching, Tapping, Drilling, Milling, Surface treatment
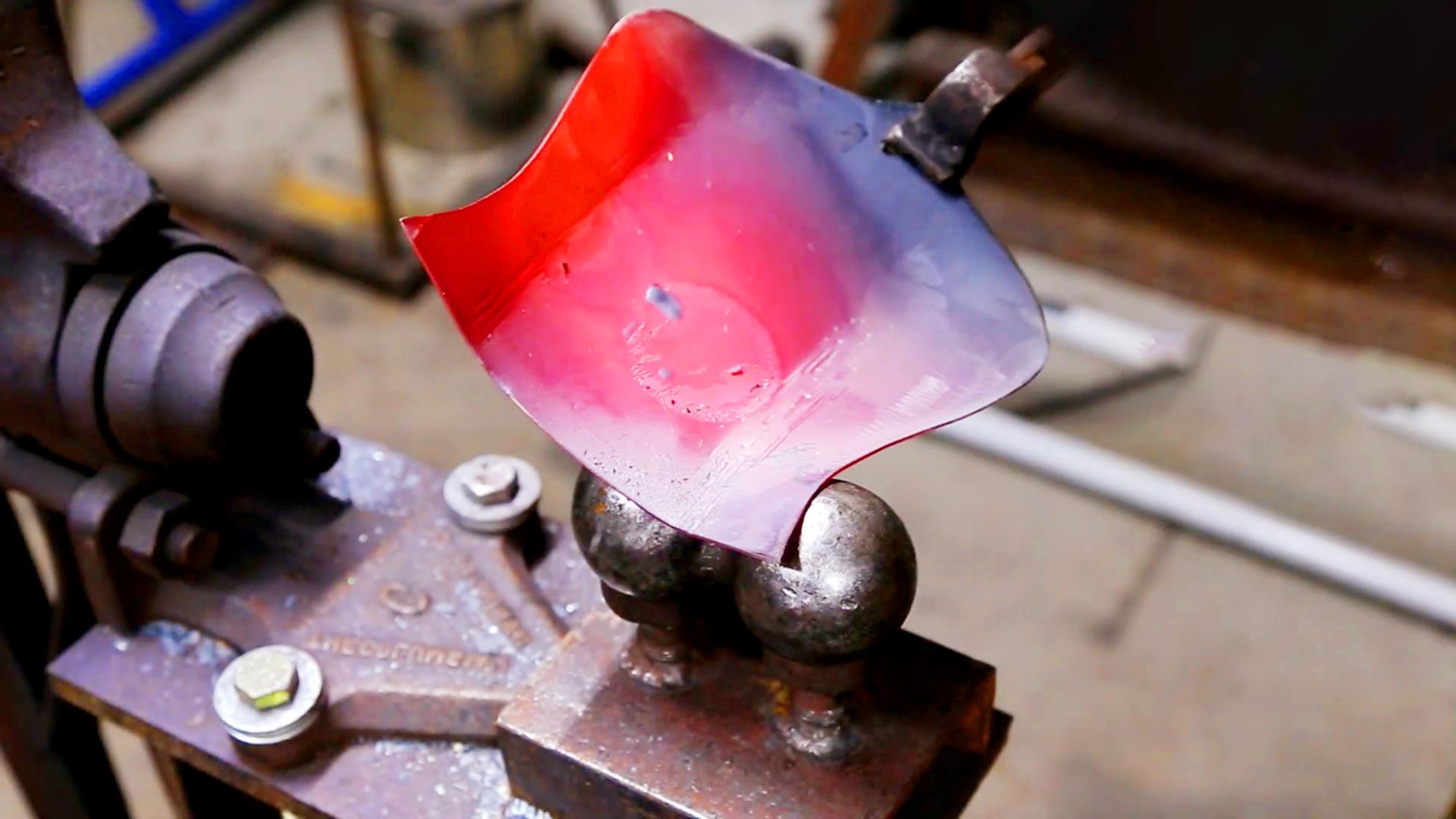
At Enze, we use heat and pressure to shape and enhance the metallurgical properties of steel components. This forging process guarantees that every component meets the design requirements, ensuring durability even in extreme service conditions. The type of forging process used to manufacture a specific part depends on evaluating the costs and benefits that best suit that component, such as the required steel and the number of forgings to be produced.

To begin the steel production process, the first step is usually to order the steel in bars or billets. These bars or billets are cut to the desired length using saws or shears. The cutting process results in individual pieces, sometimes called slugs, heated using fuel-fired furnaces, electric induction, or electric resistance heating equipment.
Cut slugs are placed between dies during the forging process, and force is applied as the dies are pressed together using various types of forging equipment. It causes the steel slug to flow and fill cavities in the dies, creating a new shape configuration and enhancing the material properties. In hot forging, slugs are typically heated to 1750F (950C) to 2300F (1250C) before forging. For many steels and steel alloys, forging at these temperatures is necessary to provide the most cost-effective production and ensure that the alloys are not damaged during the deformation process.
Some alloys can be forged at lower temperatures, from 1350F (750C) to 1750F (950C). The main advantage of forging steel at such temperatures is preventing oxides from forming. This results in less dimensional change as the parts cool down from higher temperatures, enabling closer tolerances during the forging process. However, forging at lower temperatures will require significantly higher forces and larger equipment capable of developing greater force.
Typically, when we refer to “cold” in this context, we talk about room or ambient temperature around 72F (22C). In such cases, we often require special lubricants for the blanks and dies, and the steel grades and configurations are much more limited. It may require much larger equipment and special die designs as well. Due to the significant forces required to deform the raw material, the deformation process results in considerable heating, and the temperature of the workpiece can reach as high as 350F (175C).
The forging process has unique benefits that cannot be obtained through other production methods.
A component that has been properly forged will not have any inclusions, voids, shrinks, or a density less than 100%. These issues are typical of other production processes, such as casting or powder additives. Since forging is done solidly, nothing can be entrapped in the product during production.
The input material for the forging process is usually bar and billet products. These products have a long, longitudinal grain flow in the length direction due to the way they were produced. The forging process reorients this grain flow through part contours, which can lead to enhanced directional properties. It also facilitates recrystallization of the raw material, resulting in smaller grain sizes and improving fatigue properties.
Material that undergoes deformation processes in a solid state, without any voids, is free of hard spots or internal metallurgical variations that can cause variations in machinability from one piece to another. When raw material input is consistent in every forging, the heat treatment results are more uniform, metallurgically and dimensionally.
Steel Forging produces parts with the highest impact, toughness, and fatigue properties. Other processes claim to be comparable, but wrought properties mean the product was forged.
Steel and aluminum are commonly used materials in hot forging. Steel is generally cheaper than aluminum, but aluminum is more malleable and elastic. Aluminum is ideal for parts with deep and straight walls, while steel is stronger and less likely to warp. Aluminum forgings are corrosion-resistant, while steel forging requires anti-rust painting or treatment. Steel is much denser than aluminum. Both materials produce high-quality finished parts. Enze Forge is the manufacturer of both aluminum and steel forgings in the closed-die forging process. Contact us for any inquiries about forging.


